




 |
a |  |
a | 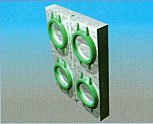 |
a |  |
a |
| 工艺设计 | 模具制作 | 注蜡 | 蜡件组合 | ||||
 |
a | 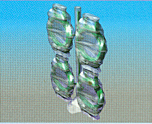 |
a |  |
a |  |
a |
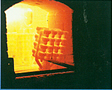
| 粘浆 | 淋砂 | 脱蜡 | 模壳焙烧 | ||||
 |
a |  |
a | 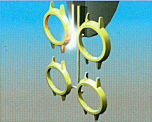 |
a |  |
a |
| 浇铸 | 除壳 | 切割 | 打磨 | ||||
 |
a |  |
a | 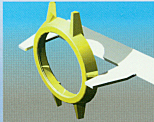 |
a |  |
|
| 热处理 | 机加工 | 终检 | 包装 - 发送 |
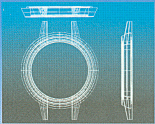
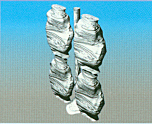
精密铸造制作流程概念

|
|
|
|
|
|
设计 |
摸具制作 |
预热 |
光学分析仪 |
品质控制 |




我们能提供以下服务:
专项管理
解决方案
铸造
热处理、机加工、表面处理
装配
客户服务
产品特点:
材质自由选择
结构自由设计
精密的尺寸公差
光滑的表面粗糙度
降低了成本
熔模铸造又称"精密铸造"或"失蜡铸造"以及"浇铸",可熔炼的材质十分广泛,又不受产品形状结构复杂的限制。重要的特点是其尺寸控制精密,机加工切削余量极少,表面平整光滑,随着新设备先进技术的逐步推出,其可应用的范围也越来越广。在热加工领域里,取材困难件或不易成型件以及某些加工成本高的锻造件,可适用熔模铸造;而在铸造的领域里,有些产品可用熔模铸造替代其它形式的铸造,减少加工切削余量降低成本,提高尺寸精度和表面粗糙度以及材料的机械性能,从而达到升级产品档次的目的。
如需获取更多的相关技术资料,请联系我们,我们将给你满意的答复。(sale@qhcasting.com)
我们承揽国内以至全球的来图来样的加工协作,如你有产品需询价,请您提交有关询价资料,我们将尽快报给你价格(sale@qhcasting.com)。
成熟的工艺流程,丰富的历史经验,专业的大规模生产,有效的成本管理,铸就了我们脱颖于同行的强大的综合竞争能力,不仅体现在我们高品质的质量,极具竞争力的价位也是我们能赢得海内外广大市场的致胜宝典。
工艺技术参数:
铸造工艺:水玻璃的熔模铸造工艺
材料范畴:普碳钢、低合金钢。 “隆兴常规材料标准”
材料执行标准:GB.ASTM. AISI. DIN. BS. JIS. NF. AS. AAR
直线尺寸:1200mm;直径:800mm.
重量范围:0.2-90Kg
铸造尺寸公差: CT7级 “铸件尺寸公差”
铸造表面粗糙度: Ra 6.3um~12.5um “粗糙度对照表”